Предност на CNC машината за сопирање со хидраулична преса

1. Лесна работа
CNC сопирачката за притискање е многу лесна за ракување и е помалку трудоинтензивна машина. Затоа, операторот може да ракува со многу машини истовремено. Овие машини може едноставно да се ракуваат со допир, чувство и звук на операторот. Покрај ова, тие се многу прифатливи за користење и имаат многу моќен контролен систем.
2. Флексибилно програмирање
Флексибилното програмирање на CNC сопирачката за притискање му овозможува на операторот да ја контролира машината на едноставен англиски или на кој било друг соодветен јазик.

Различните видови операции што може да се извршат се исто така достапни како опции на менито. Откако ќе се избере потребната операција, на екранот се појавува друга листа на прашања во врска со времињата на циклусот, материјалите, притисоците и другите елементи поврзани со процесот на производство. И откако операторот ќе ги внесе одговорите во машината, вредностите се прикажуваат на екранот за потврда пред да започне поврзаната задача.
3. Модерен дизајн
CNC-сопирачката за притискање има модерен дизајн кој му овозможува на операторот лесно да ја организира низата на свиоци. Исто така, му помага на операторот брзо да го произведе потребниот производ. Покрај тоа, операторот повеќе не мора да ја проценува потребната количина на притисок за да создаде специфичен степен на свиткување. Дури и другите фактори како што се должината на прирабницата, видот на материјалот, количината на дебелина и степенот на свиткување може директно да се внесат во контролната единица CNC. Делот што треба да се произведе може да се гледа и во 2D или 3D завршена верзија. Покрај ова, откако првиот дел ќе се програмира на машината или преку офлајн компјутер, помалку квалификуваниот оператор може лесно да ги произведе и следните делови.

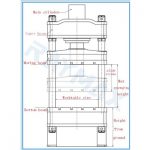
4. Постојат две линеарни ваги инсталирани на „C“ плочи од двете страни.
Го поправаме на работната маса за да го елиминираме ефектот на јон на отклонување при работа. Линеарната скала ќе ги прегледа двете крајни позиции на рамот (Y1, Y2) и ќе испрати сигнал. Откако ќе се засили со CNC засилувач, сигналот ќе се врати на компјутерот. Тогаш компјутерот ќе го контролира волуменот на маслото што ќе влезе во цилиндрите. Така, паралелизмот на овенот и работната маса може да се контролира под ± 0,01 mm.
5. Разновидност: Свиткајте ја секоја дебелина и тип на материјал (во рамките на физичките граници на сопирачките), вклучувајќи сложени делови како електронска шасија/држачи.
6. DELEM системот има функции за автоматско тестирање и самодијагностика. Исто така, програмирањето вклучува големини на плоча за свиткување, димензии на работното парче и избор на алатки. Тогаш CNC системот може автоматски да ја пресмета силата на свиткување и положбата на задниот мерач и овенот. Може да се пресмета и релето за пробивање и притискање на овенот. Електрохидрауличниот пропорционален вентил со одличен квалитет може да обезбеди синхронизација на двата цилиндри, како и добар капацитет за справување со ексцентрично оптоварување.

7. Задниот мерач го прифаќа шрафот за тркалање и водичот за тркалање, така што прецизноста на позиционирањето на X оската може да достигне ± 0,1 mm.
8. Главните лизгачки делови како што се цилиндрите, клипната шипка, водилката, сите се со третман отпорен на абење.
9. ЦПУ системот ќе го контролира ударот на ЦПУ хидраулична прес сопирачка машина овен и задниот мерач сите со добра прецизност.
Недостаток на CNC Hydraulic Press Brake машината
1. Ракување со материјали: Тешкотии при ракување со материјали со големи листови
2. Алатка: Потребно е алатирање на дното и на врвот
3. Должината на прирабницата мора да се протега преку матрицата за време на целата операција на виткање, ограничувајќи ја големината на прирабницата
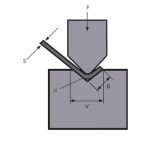
4. Назад на пружина: На крајот на свиткувањето, се јавува назад пружина поради враќањето на еластичната деформација, како што е прикажано на слика 1. Феноменот на отскокнување директно влијае на димензионалната точност на работното парче и мора да се контролира. Процесните мерки преземени во овој поглед се: ① Метод на компензација на аголот. Ако работното парче виткање агол од 90 °, виткање машина под слотот (V-форма) агол на отворање може да се избере 78 °.

Слика 1
Времето на притисок се зголемува со методот на корекција. Изведете корекција на притисокот на крајот од свиткувањето за да го продолжите времето на контакт на горната матрица, работното парче и долниот жлеб на машината за виткање за да го зголемите степенот на пластична деформација на филето на долниот жлеб, така што тенденцијата за враќање на влакната во зоната на затегнување и компресија се спротивставуваат едни на други, а со тоа се намалува повратната бомба.
Поврзани производи
 Принцип на работа и состав на машината за свиткување со сопирачка со преса со CNC
Принцип на работа и состав на машината за свиткување со сопирачка со преса со CNC- WILA Ефикасно решение за виткање средни и дебели плочи
- Како да се избере тонажата на машината за сопирачки со хидраулична преса
- Топ 10 кинески производители на Power Press
- Како да изберете соодветна CNC машина за сопирачки за хидраулична преса
- 4 чекори за да се знае E21 системот на CNC лим Бендер
- Што е крунисување со притискање на сопирачките
- Како да ракувате со машината за стрижење гилотина
- Одржување на машина за преса со хидраулична моќност
- Правила за безбедно работење на машината за преса со хидраулична моќност