Средните и дебели плочи се широко користени во различни полиња како делови за напрегање, како што се булдожери, багери, натоварувачи, железнички патнички вагони и други градежни машини и локомотиви. Средните и тешките плочи обично се однесуваат на метални плочи со дебелина помеѓу 4,5 и 25 mm. Методите на формирање на средни и тешки плочи главно вклучуваат: формирање на свиткување со сопирачка со притискање, формирање на машина за тркалање и формирање со табли со пресување. Виткање (преклопување) е широко користен и изобилен метод за формирање производна линија за средни и дебели плочи.
Тешкотиите при свиткување на плочите се долгите работни парчиња, висок притисок, тешко формирање, ниска ефикасност и тешко контролирана прецизност. Конечниот резултат на свиткување е сеопфатен одраз на параметрите на материјалот, параметрите на процесот и параметрите на мувлата. Разумниот дизајн на овие параметри е клучот за подобрување на перформансите на свиткување на средни и дебели плочи.

Тонажата на притискање на сопирачката (машина за свиткување со притискање на сопирачката)
Првиот проблем со кој се соочува виткањето на плочата со средна и густа плоча е изборот на тонажа на машината за виткање на прес-кочницата и дали носивоста на тела и калапот ги исполнуваат барањата.
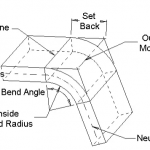
Силата F се применува од машината за свиткување на сопирачката за притискање за да го придвижи меѓусебното движење помеѓу горните и долните калапи, со што се свиткува плочата. За свиткување на јаглеродни челични плочи од 90°, WILA ја дава емпириската вредност на оптоварувањето на напрегањето на плочата, како што е прикажано во Табела 1. Кога дебелината на јаглеродниот челик е 20 mm, може да се избере долната матрица со V=160 mm. Во тоа време, оптоварувањето на силата на машината за свиткување е 150 т/м.
F=сила по единица должина (t/m);
S= дебелина на материјалот (mm);
ri= радиус на свиткување на внатрешниот агол (mm);
V= долна големина на отворот на матрицата (mm);
B= најкраткиот раб на прирабницата (mm) );
алуминиум: F×50%;
легура на алуминиум: F×100%;
нерѓосувачки челик: F×150%;
печат и виткање: F× (3~5)

Тешка хидраулична стега
Носечките методи на тешките горни хидраулични стеги WILA вклучуваат оптоварување на горниот дел и товарот на рамото, а максималното оптоварување е соодветно 250t/m и 800t/m. Површината што носи сила на прицврстувачот ја усвојува технологијата за стврднување со длабоко гаснење со CNC. Тврдоста на Rockwell е 56~60HRC, а длабочината на стврднување е до 4mm, што има висока цврстина и силна отпорност на абење. Хидрауличната клешта користи хидраулично брзо стегање, а проширувањето на хидрауличкото црево го придвижува движењето на иглата за стегање така што калапот автоматски се намести и линијата за свиткување автоматски се центрира. За калап за виткање со вкупна должина од 6 метри, потребни се само околу 5 секунди за целосно стегање на хидрауличкото стегање, а ефикасноста на сеопфатна употреба е 3~6 пати поголема од онаа на обичниот рачен систем за стегање.

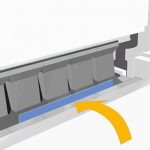
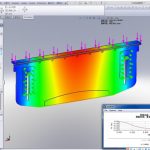
Работна маса за компензација на тешки машини
За свиткување на средни и дебели плочи, новата верзија на WILA на масата за механичка компензација со тежина не само што лесно може да ги исполни барањата за оптоварување, туку и да го компензира отклонувањето и деформацијата на машината за виткање. Работната маса за механичка компензација усвојува хидраулично стегање, точноста на површината може да достигне ± 0,01 mm, тврдоста на камениот бунар е 56 ~ 60 HRC, а длабочината на стврднување е до 4 mm. Работната маса за механичка компензација го прифаќа универзалниот интерфејс за инсталација на UPB на WILA, кој е лесен за инсталирање и има поголема прецизност. Исто така, има свои прилагодувања на насоката Tx и Ty, што може да обезбеди дека работната маса и задниот дел остануваат паралелни во предните и задните насоки и можат да вршат локална корекција на аголното отстапување.

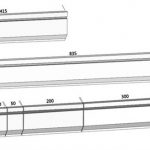
Тешка матрица/алати за свиткување
Поради дебелината на плочата, долниот калап со поголем отвор (V24~V300) и калапот со поголема носивост генерално се избираат за виткање на средни и дебели плочи. Вкупните димензии на калапот се генерално големи, а тежината на мувлата го надмина нормалниот капацитет за ракување на операторот. Со помош на валчести лежишта, патентираната технологија на WILA E2M (Лесно за движење) им овозможува на операторите практично, безбедно и брзо да ги преместуваат тешките калапи за свиткување, што значително заштедува време за замена на калапот и прилагодување на машината.
Може да се обезбедат калапи за свиткување со различни форми на ножеви и долни отвори за калапи кои ги задоволуваат потребите на клиентите, како што се прави ножеви, шипки со грло од гуска, калапи за филе и мулти-V калапи. Преку прецизното мелење на клучните делови, димензионалната точност на калапот е висока до ±0,01mm. Преку обработката на CNC технологијата за длабоко гаснење и стврднување, цврстината на мувлата може да достигне 56 ~ 60 HRC, а длабочината на стврднатиот слој може да достигне 4 mm.

За свиткување на средни и дебели плочи со различни дебелини на плочи, WILA обезбедува и мулти-V калапи, кои се достапни во две форми: автоматска прилагодлива V порта и рачно прилагодлива V порта, како што е прикажано на слика 6. Преку нумеричкиот контролен мотор или блокот за прилагодување, големината на отворот V на долниот калап може да се прилагоди произволно во согласност со карактеристиките на плочата, што е особено погодно за свиткување средни и дебели плочи со високо отскокнување и висока јачина. Во исто време, калапот Multi-V доаѓа со стврднати валјаци со низок коефициент на триење, што може во голема мера да ги намали надворешните набори на деловите за свиткување, а во исто време може да го намали виткањето за 10% ~ 30% во споредба со традиционалниот долен калап.

Поврзани производи
 Како да се избере тонажата на машината за сопирачки со хидраулична преса
Како да се избере тонажата на машината за сопирачки со хидраулична преса- Користете вештини на CNC машина за виткање
- Принцип на работа и состав на машината за свиткување со сопирачка со преса со CNC
- Како да се избере соодветната машина за свиткување со кочница со притискање
- Конвенционална низа на свиткување и спецификација за дневна употреба на мувла за машина за виткање
- Зошто да додадете систем за компензација на машината за свиткување со сопирачки со притискање
- Како да се пресмета додатокот за свиткување за вашата притисна кочница
- Калап за машина за свиткување на кинеската прес сопирачка
- Од што се направени копчињата за притискање на сопирачките? Што е алатка за притискање на сопирачките?
- Притиснете Brake Machine Предности и недостатоци