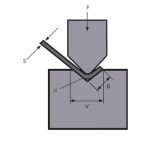
Машината за свиткување на прес-кочницата главно врши праволиниско свиткување на плочата. Со користење на едноставни калапи и процесна опрема, металниот лим може да се притисне во одредена геометриска форма, а може да се обработи и со истегнување, удирање, удирање и притискање на брановидноста. Во вистинското производство, CNC машината за сопирачки за притискање главно се користи за да се реализира свиткување на различни геометриски форми на метални кутии, школки од кутии, греди во форма на буквата У и правоаголници. Неговата обработка ги има предностите на висока исправност на свиткување, без траги од забите, без лупење, без брчки итн.
Со континуираниот развој на технологијата за производство на CNC машини за свиткување, нејзините предности како што се високата прецизност на позиционирање, практичноста, компензацијата на пречки со нулта активност и добрата конзистентност на преработените производи станаа сè повеќе фаворизирани од мнозинството компании за производство на лим. Меѓутоа, со ограничени желби, како подобро да се искористи машината за свиткување и да се даде целосна игра на нејзините функции и предности, стана проблем на кој производителите кои користат CNC машина за виткање со пресувачка сопирачка обрнуваат внимание и треба итно да го решат. Во долгорочниот процес на производство и употреба, Zhongrui ефективно ги прошири функциите на машината за свиткување и акумулирано искуство преку додавање на помошни алатки, трансформација на постојните калапи и флексибилна употреба на локацијата. Оваа статија ја зема CNC машината за сопирачки за притискање DA66T на Zhongrui како пример и детално ги воведува вештините за употреба.
Додадете помошен алат
Ако сакате да ја направите машината за притискање на сопирачката флексибилна и лесна за употреба, неопходно е да се додаде помошен алат. Зголемувањето на помошните алатки не само што може да го прошири опсегот на обработка на машинскиот алат за виткање CNC, туку и да ја подобри ефикасноста на обработката.
1) Преодна плоча (помошна средна плоча за брза мувла)
Висината на отворањето на машината за виткање се однесува на растојанието помеѓу горните и долните работни маси. Бидејќи CNC машината за виткање DA66T има поголема висина на отворот, размислете да користите голем отвор за да го проширите опсегот на обработка. Како што е прикажано на слика 1, додавањето на друга преодна плоча на оригиналната преодна плоча може да ја зголеми висината на страничното свиткување на делот (до 85 mm), така што може да се изврши длабока обработка со повисоки странични рабови на свиткување. Самопроизведената преодна плоча може да ја прилагоди ширината на преодната табла според вашите сопствени заеднички делови, а најпогодна е за обработка на делови со мала ширина со повисоки свиткувачки рабови од двете страни.

2) Агол на предниот панел
Како што е прикажано на слика 2, предниот дел на машината е опремен со агол, кој може да постави мали делови и да го намали времето за преземање делови. Во исто време, инсталирана е мала работна маса за да се олесни обработката и собирањето на ситни работни парчиња.

Искористете го целосно калапот
Употребата на CNC машината за виткање на сопирачката со преса главно се потпира на горните и долните калапи. Ако бројот на калапи е мал, а апликацијата не е флексибилна, опсегот на обработка на машинскиот алат ќе биде многу ограничен. Затоа, под фиксни услови, како да се максимизира функцијата на постојниот калап преку оптимизирана комбинација и делумна трансформација е проблем за кој мора да размисли секој корисник на машински алат. Следното е функцијата за проширување што ја користиме во употреба со менување на калапот на CNC машината за виткање Вовед.
1) Горен врв за мелење матрица R
Кога горната матрица се користи долго време, абењето на нејзиниот врв ќе се промени неправилно. Висината на калапот се менува и не може да се гарантира точноста на свиткување. Со мелење, коригирање на врвот R и усогласување со поголем жлеб во форма на V, може да се преклопат дебели плочи. Ова го продолжува работниот век на мувлата.
2) Променете ги калапи за отпадоци за да постигнете израмнување
Во отсуство на композитна матрица за виткање, решението на проблемот со формирањето како да се притисне мртвиот раб е пример. Мртвиот раб е свиткана форма во која два слоја се преклопуваат еден со друг и обично се користи за засилување. Општо земено, плочата над 2 mm речиси и да нема мртви рабови за притискање. Притиснете го мртвиот раб треба да се формира со сложена матрица за виткање и мора да се подели на повеќе од два процеси за да се формира.
Најчесто користениот метод е да се користи сложена матрица за виткање, како што е прикажано на слика 3. Во првиот чекор, материјалот се превиткува до 30°, а во вториот чекор, аголот на свиткување од 30° се поставува на предниот крај на составен калап, а материјалот се превиткува во мртов раб. Но, немаме композитна матрица за виткање, само матрица за свиткување со остар агол од 30°. Завршете го првиот чекор од композитната матрица за виткање со постојниот калап, а вториот чекор може да пронајде само друг метод. Во вториот чекор, горните и долните калапи се рамни. По анализата, средниот дел од постојниот долен калап со двоен в-жлеб може да се користи како рамнински дел, а горниот калап бара рамнина. Извадете го постојниот отпаден горен калап и измелете го работ на ножот во рамен стил, со што ќе го решите проблемот со формирањето на преса на мртвиот раб.

Користењето на овој сет на модифицирани калапи, исто така, може да се израмни. При реалната обработка, ракувачите со машински алати понекогаш прават грешки, вклучително и свиткување на рабовите или димензии на свиткување кои не се еднакви. Во случај кога површинските барања на делот не се високи, штета е да се отфрли делот, само да се удри рамниот раб на свиткување. Нокаутот е многу макотрпен, но лесно може да се израмни со користење на горната комбинација на мувла. Деловите може лесно да се притиснат со рака до горните и долните калапи, а потоа деловите се израмнуваат со машината за виткање CNC.
Вештини за време на операцијата
1) Поставување на матрици за виткање и материјали за обработка
При уредувањето на планот, треба да се земат предвид следниве фактори:
а. Наредете материјали со иста дебелина заедно;
б. Наредете ги калапите од истиот модел заедно;
в. Калапи со слична форма се наредени заедно.
Ова може да го намали времето и зачестеноста на замена на мувла.
2) Поставување под прав агол на тесни и мали делови
Кога делот за свиткување е тесен и долг, не е лесно да се лоцира. За време на обработката, често се случува позиционирањето по одлуката, а свитканиот дел лесно да се навалува. Затоа, користејќи го методот користен на слика 4, калапот се залепува на долниот калап за да се обезбеди прав агол. При вака виткање, делот не се навалува лесно.

3) Свиткување на триаголни делови
Кога деловите за свиткување се свиткани, деловите со остар агол не се лесно да бидат блиску до задното правило. Општо земено, кога најмалата димензија L ≤10 mm е веднаш зад задниот дел, треба да се земе предвид уредот за позиционирање. Во вистинската работа, дизајнот и процесот лесно се занемаруваат, а такви проблеми често се појавуваат. При обработката, според големината на делот, се утврдува дека едно парче е порамнето со матрицата за виткање, а двојното парче е порамнето со подлогата.
4) Додадете тенка плоча R
Поради различните потреби на клиентите, потребната вредност R на работ на свиткување е исто така различна. Во процесот на обработка, за делови за кои не е потребна голема точност на димензиите, користете задна плоча за да ја зголемите вредноста R за да може да се добие потребната вредност R по свиткување. Според барањата за дизајн, R се однесува на односот помеѓу V и внатрешниот R за да се избере дебелината на плочата и да се свитка во обликот прикажан на слика 5. Кога се користи, користете стегач за да го стегнете горниот калап. Овој метод е лесен за употреба и може да се користи во повеќе слоеви.

5) Едноделни и повеќекратни поставки за мувла
Zhongrui користеше DA66T CNC машина за виткање со 2 хидраулични цилиндри како демонстрација. Го испробавме поставувањето со повеќе калапи прикажано на слика 6, односно горните и долните калапи од истиот модел се инсталираат во делови истовремено, што може да ја заврши обработката на неколку свиоци на целиот дел, намалувајќи го времето на поставување на мувлата и повеќекратно ракување со делови. Во моментов, на пазарот се појави горната матрица за свиткување со еднаква висина. Висината на горниот калап е целата униформа, а на истата маса може да се користат и калапи со различни форми. На овој начин се овозможува да се изврши сегментално виткање на различни калапи.

6) Програмски записи на типични делови
Откако ќе се обработат типичните делови, параметрите за обработка треба да се евидентираат навреме, а програмата треба да се складира во просторот за складирање на машината за виткање со бројот на цртежот на делот, за да може повторно да се користи во иднина, со што значително ќе се намали серија на препарати пред свиткување. Можете исто така да направите табела, која ги содржи специфичните поставки на името на делот, бројот на цртежот, графиката, материјалот и параметрите за свиткување. Табелата е поделена на челични плочи, алуминиумски плочи и плочи од нерѓосувачки челик. Секој тип се одликува со дебелината на материјалот. Ќе се намали времето што е потребно за да се најдат типични делови. Ако се комбинира со процесната картичка, ова е многу комплетна инструкција за обработка. Дури и новите вработени со мало искуство можат да ги следат упатствата за обработка на делови.
7) Должината на мувлата не е доволна за свиткување на делови
При обработката на лице место често се случува должината на калапот да биде помала од работ на виткање. Бидејќи многу специјални калапи се одредуваат според употребата на фиксни производи, методот на сегментирано свиткување се користи кога должината на калапот е помала од работ на свиткување. Онаму каде што должината на калапот е блиску до работ на свиткување, раскинете го работ нормално на работ на виткање, а потоа преклопете го работ на виткање до потребната големина на делови. Слика 7а е левата половина од свитканиот дел, а сликата 7б е десната половина од свитканиот дел.

8) Користење на столпчето на задниот мерач за да се постави
Кога големината на свитканиот дел е голема и се користи задниот мерач за да се постави, деловите често тонат поради сопствената тежина, рачниот дел е краток и на операторот не му е лесно да го држи работното парче. За да се обезбеди нивото на деловите, мора да се постави оператор на задното правило за да ги држи деловите во рамна состојба со рака. Затоа, при обработка на такви делови, мора да се организираат 2 оператори. Во работата е констатирано дека задниот мерач може да се спушти до одредена големина, а за позиционирање се користат столпчињата на задниот мерач, а деловите се поставуваат хоризонтално на задниот мерач. Ова не само што го намалува бројот на оператори, туку и ефективно ја гарантира точноста на обработката.
9) Длабоко затворен облик на свиткување
Во вистинската обработка, обработката на виткање во длабока затворена форма може да се користи флексибилно. Во отсуство на матрица за длабоко свиткување од затворен тип, при свиткување на деловите како што е прикажано на слика 7, се прифаќа состојбата на стегање прикажана на слика 8. Одделете ја преодната табла, растојанието е малку поголемо од ширината на делот, а големината е распределена разумно, а два дела може да се свиткаат истовремено.

Методите и техниките на преработка воведени погоре можат да ги решат проблемите со обработката на голем број слични делови во производите и се многу погодни за развој на производи со повеќе сорти, мали серии и кратки производни циклуси. Преку овие методи, не само што може да се заштедат трошоците за алат, туку може да се скратат и циклусот на производство и преработка, да се намалат трошоците за производство и да се подобри квалитетот на производот. Овие методи на обработка и вештини за употреба, исто така, може да се применат и промовираат на CNC машините за свиткување со сопирачка со пресување со слични структури.
Поврзани производи
 Како да се избере тонажата на машината за сопирачки со хидраулична преса
Како да се избере тонажата на машината за сопирачки со хидраулична преса- WILA Ефикасно решение за виткање средни и дебели плочи
- Како да се избере соодветната машина за свиткување со кочница со притискање
- Конвенционална низа на свиткување и спецификација за дневна употреба на мувла за машина за виткање
- Зошто да додадете систем за компензација на машината за свиткување со сопирачки со притискање
- Принцип на работа и состав на машината за свиткување со сопирачка со преса со CNC
- Калап за машина за свиткување на кинеската прес сопирачка
- Како да се пресмета додатокот за свиткување за вашата притисна кочница
- Што е крунисување со притискање на сопирачките
- Врвен водич за метална машина за сопирачки за 2021 година