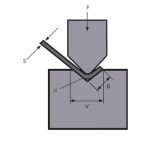
Панчот/матрицата за притискање на сопирачките се поделени на горните и долните калапи, кои се користат за формирање и одвојување на калапи за печат на лим. Калапот за оформување има шуплина, а калапот за одвојување е со сечење. Ударот/матрицата на машината за сопирање со притискање има големо влијание врз прецизноста на работното парче. Во процесот на свиткување, калапот е сè што контактира со работното парче.
Матриците на сопирачката на машината за виткање/притиснете ја сопирачката се во облик на L, R-облик, U-облик, Z-облик, итн. Горната матрица е главно 90 степени, 88 степени, 45 степени, 30 степени, 20 степени, 15 степени, итн агол. Долниот калап има двоен жлеб од 4~18V и единечен жлеб со различна ширина на жлебот, како и R долен калап, калап со остар агол, долен калап за израмнување итн.

Ултра висока прецизност
Многу е важно прецизноста на мувлата во голема мера да влијае на прецизноста на работното парче за време на процесот на свиткување. Абењето на мувлата мора да се провери пред употреба. Методот на проверка е да се измери должината од предниот крај на горниот калап до рамото и должината помеѓу рамото на долниот калап. За конвенционалните калапи, отстапувањето по метар треба да биде околу ± 0,0083 mm, а отстапувањето на вкупната должина не треба да биде поголемо од ± 0,127 mm. Што се однесува до калапот за прецизно мелење, прецизноста на метар треба да биде ± 0,0033 mm, а вкупната прецизност не треба да биде поголема од ± 0,0508 mm. Генерално се препорачува да се користат калапи за фино брусење за електрохидраулични машини за свиткување или машини за свиткување на торзионо вратило и конвенционални калапи за машини за рачно свиткување.
Делот за алат на CNC машината за сопирачки за притискање како подолу:

Автоматска фиксна инсталација
Горната матрица се поставува кога лизгачот се крева до горниот мртов центар, а системот за стегање на калапот може да држи повеќе калапи на место додека не се примени притисокот за стегање.
Хидрауличен систем за стегање
Хидрауличниот систем за стегање е најефективниот метод на стегање. И новите и старите машини можат да го користат овој систем за стегање, заштедувајќи време и трошоци. Ако носивата површина на старата машина за свиткување е оштетена, хидрауличниот систем за стегање ќе биде најдобриот избор за да се поправи штетата, а истовремено да се подобри ефикасноста на стегањето и инсталацијата.

Автоматски стиснете го на своето место
Кога се применува притисок за стегање, горната матрица се влече нагоре и автоматски се притиснува на своето место. Ова ја елиминира потребата да се притисне горниот калап во дното на калапот за време на процесот на виткање.
Изборот на удар / матрица
Прво, одреди ја дебелината на листот што треба да се свитка. На пример, сакате да свиткате плочи со дебелина од 0,75 mm до 6,30 mm. Потоа, помножете ја дебелината на најтенкиот лист со 8 за да ја процените минималната потребна големина на V-матрицата. Во овој пример, плоча од 0,75 mm е минималниот потребен калап, така што 0,75×8=6. Трето, помножете ја дебелината на најдебелиот лист со 8 за да ја процените потребната максимална големина на матрицата во облик на V.
Принцип 8 пати
Односно, отворот на калапот во форма на V треба да биде 8 пати поголем од дебелината на листот. Помножете ја дебелината на листот со 8 за да го изберете најблискиот калап. На пример, плоча со дебелина од 1,5 мм бара калап од 12 мм (1,5×8=12мм). Ако се работи за плоча од 3,0 мм, потребен е калап од 24,0 мм. (3,0×8=24,0). Овој сооднос може да обезбеди најдобар избор на агол, поради што многу луѓе го нарекуваат „најдобар избор“. Повеќето објавени графикони за свиткување се исто така центрирани на оваа формула.
Правила за избор на модел
Правилото за избор за свиткување на работните парчиња во форма на L е дека нема правила, може да се користи речиси секоја горна матрица. Така, при изборот на горните калапи за група работни парчиња, работните парчиња во форма на L може да се сметаат за последни, бидејќи речиси секој горен калап може да ги свитка. При свиткување на овие работни парчиња во форма на L, се препорачува да се користат горните калапи кои исто така можат да виткаат други работни парчиња. Кога купувате калапи, колку помалку, толку подобро. Ова не е само за да се минимизираат трошоците за мувла, туку и да се намали бројот на потребни форми на мувла и да се намали времето на инсталација.


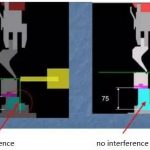
Кога горниот дел од работното парче е подолг од долниот дел, потребна е матрица со грло од гуска. Кога горниот дел од работното парче е пократок од долниот дел, секоја горна матрица е во ред. Кога горниот и долниот дел на работното парче се со исти должини, потребна е горна матрица со остар агол. Накратко, правилото за избор на горната матрица главно зависи од пречките на работното парче, каде што софтверот за симулација на свиткување може да игра важна улога. Ако употребениот систем не може да симулира ситуација на свиткување, можете да го користите цртежот со заднината на решетката за рачно да ги проверите пречките на горното работно парче на мувла, како што е прикажано на сликата подолу.


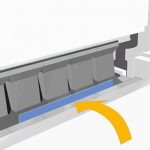
Без калап со вдлабнатини
Речиси сите типични калапи за машини за виткање во форма на V ќе остават некои траги на работното парче, тоа е затоа што металот се притиска во калапот за време на виткањето. Во повеќето случаи, ознаките се мали или прифатливи. Зголемувањето на радиусот може да ги намали ознаките. Но, понекогаш дури и најмалите ознаки се неприфатливи, како што се насликани или полирани плочи пред свиткување. Најлонските влошки може да се користат за отстранување на вдлабнатини, како што е прикажано на сликата подолу. Виткањето без вдлабнатини е особено важно за произведени авиони или воздушни делови бидејќи е тешко за инспекторите да проверат дел со голо око и да разликуваат гребнатини и пукнатини.

Поврзани производи
 Како да се избере тонажата на машината за сопирачки со хидраулична преса
Како да се избере тонажата на машината за сопирачки со хидраулична преса- WILA Ефикасно решение за виткање средни и дебели плочи
- Користете вештини на CNC машина за виткање
- Конвенционална низа на свиткување и спецификација за дневна употреба на мувла за машина за виткање
- Пресметка на силата на свиткување при слободно свиткување на машината за виткање лим
- Од што се направени копчињата за притискање на сопирачките? Што е алатка за притискање на сопирачките?
- Колку видови на хидраулична сопирачка за преса
- Зошто да додадете систем за компензација на машината за свиткување со сопирачки со притискање
- Што е крунисување со притискање на сопирачките
- Како да се пресмета додатокот за свиткување за вашата притисна кочница