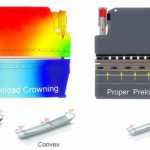
CNC машината за виткање е важна опрема во обработката на лим, а нејзината точност на работа директно влијае на точноста на свиткување на работното парче. Во процесот на свиткување на работното парче, машината за сопирање на притисок е подложена на најголема сила на двата краја на лизгачот, а силата на реакција при свиткување на плочата предизвикува конкавна деформација на долната површина на лизгачот. Деформацијата на средниот дел на лизгачот е најголема, а крајниот агол на свиткување на работното парче Големината варира низ целата должина.
Работна маса-полно оптоварување-деформација


За да се отстранат негативните ефекти предизвикани од деформацијата на лизгачот, неопходно е да се компензира деформацијата на отклонот на лизгачот. Вообичаените методи за компензација вклучуваат хидраулична компензација и механичка компензација, кои прават средината на работната маса да произведува нагоре еластична деформација за да се надомести.


Табела за анализа на безбедносниот фактор на мувла

Два методи на компензација
1. Хидраулична компензација
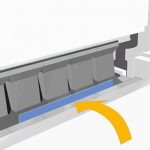
Хидрауличниот механизам за автоматска компензација на отклонување на работната маса е составен од група цилиндри за масло инсталирани во долната работна маса. Положбата и големината на секој цилиндар за компензација се дизајнирани според кривата на компензација на отклон на лизгачот и анализата на конечни елементи на работната маса. Хидрауличната компензација е компензација на испакнатоста на неутралната верзија која се реализира преку релативното поместување помеѓу предните, средните и задните три вертикални плочи. Принципот е да се реализира испакнатоста преку еластичната деформација на самата челична плоча, така што износот на компензација може да се прилагоди во рамките на еластичниот опсег на работната маса.

2. Механичка компензација
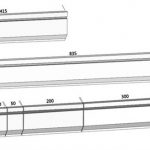
Механичката компензација е составена од збир на испакнати коси клинови со наклонети површини, а секој испакнат клин е дизајниран според кривата на отклон на лизгачот и работната маса врз основа на анализата на конечни елементи. Системот за нумеричка контрола ја пресметува потребната сума за компензација според силата на оптоварување кога работното парче е свиткано (оваа сила ќе предизвика отклонување и деформација на лизгачот и вертикалната плоча на работната маса), и автоматски го контролира релативното движење на конвексните клинови за ефективно компензирајте ја деформацијата на отклонот предизвикана од лизгачкиот блок и вертикалната плоча на работната маса може да го добие идеалното работно парче за свиткување. Механичката компензација на отклон се реализира со контролирање на положбата за да се постигне „пред-удирање“. Збир на клинови формира линија во насока на должината на работната маса. Кривата со истиот отклон го прави јазот помеѓу горните и долните калапи конзистентен за време на свиткување, обезбедувајќи ист агол на виткањето на работното парче во насока на должината.


Поврзани производи
 Вообичаени механички дефекти и одржување на машините за свиткување на сопирачките
Вообичаени механички дефекти и одржување на машините за свиткување на сопирачките- Калап за машина за свиткување на кинеската прес сопирачка
- 4 чекори за да се знае E21 системот на CNC лим Бендер
- Што е крунисување со притискање на сопирачките
- Како да се избере тонажата на машината за сопирачки со хидраулична преса
- Од што се направени копчињата за притискање на сопирачките? Што е алатка за притискање на сопирачките?
- Како да се направи компензација за отклонување за CNC лим Бендер
- Користете вештини на CNC машина за виткање
- Колку видови на хидраулична сопирачка за преса
- Како да изберете соодветна CNC машина за сопирачки за хидраулична преса