За да се елиминираат негативните ефекти предизвикани од деформацијата на лизгачот, неопходно е да се компензира деформацијата на отклонување на лизгачот. Методите на компензација како што следува:
1. Хидраулична компензација
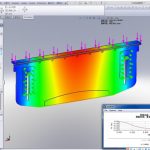
Хидрауличниот механизам за автоматска компензација на отклонување на работната маса е составен од група цилиндри за масло инсталирани во долната работна маса. Положбата и големината на секој цилиндар за компензација се дизајнирани според кривата на компензација на отклон на лизгачот и анализата на конечни елементи на работната маса.
Компензацијата на хидрауличното испакнување на неутралната верзија се реализира преку релативното поместување помеѓу предните, средните и задните три вертикални плочи. Принципот е да се реализира испакнатоста преку еластичната деформација на самата челична плоча, така што компензацијата може да се реализира во рамките на еластичниот опсег на прилагодувањето на работната маса.

2. Метод на табела за механичка компензација
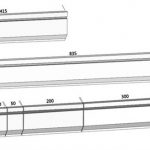
Испакнатите клинови се составени од збир на испакнати коси клинови со наклонети површини. Секој испакнат клин е дизајниран според кривата на отклон на лизгачкиот блок и работната маса со анализа на конечни елементи.
Системот за нумеричка контрола ја пресметува потребната сума за компензација според силата на оптоварување кога работното парче е свиткано (оваа сила ќе предизвика отклонување и деформација на лизгачот и вертикалната плоча на работната маса) и автоматски го контролира релативното движење на конвексниот клин. На тој начин може ефикасно да ја компензира деформацијата на отклонот што ја создаваат лизгачкиот блок и вертикалната плоча на работната маса и може да го добие идеалното работно парче за свиткување.
Механичката компензација на отклонување се реализира со контролирање на положбата на „предиздаденоста“ и се формира сет на клинови во должината насока на работната маса. Кривата со истиот вистински отклон го прави јазот помеѓу горните и долните калапи конзистентен за време на свиткување, обезбедувајќи ист агол на виткањето на работното парче во насока на должината.

Предности на механичка компензација
1) Механичката компензација може да добие точна компензација на отклонување во текот на целата должина на работната маса. Механичката компензација на отклон има долготрајна стабилност, ја намалува фреквенцијата на одржување на хидрауличната компензација (како истекување на маслото) и не бара одржување во текот на животниот век на машинската алатка.
2) Бидејќи механичката компензација на отклон има повеќе точки на компензација, сопирачката за лим со CNC може да постигне линеарна компензација при свиткување на работното парче додека работи и може да го подобри ефектот на свиткување на работното парче.
3) Механичката компензација користи потенциометар за мерење на положбата на повратниот сигнал. Како оска за нумеричка контрола, таа ја реализира дигиталната контрола и ја прави вредноста на компензацијата попрецизна.
Поврзани производи
 Зошто да додадете систем за компензација на машината за свиткување со сопирачки со притискање
Зошто да додадете систем за компензација на машината за свиткување со сопирачки со притискање- Хидраулична прес-кочница за нерѓосувачки челик
- Вообичаени механички дефекти и одржување на машините за свиткување на сопирачките
- Вообичаени дефекти и методи за отстранување проблеми на хидраулична преса со четири колони 100t
- Хидраулична тандемска сопирачка
- Електрохидраулична синхрона VS торзиска оска синхрона CNC машина за виткање
- DA66T CNC хидраулична машина за сопирање со преса
- Машина за сечење метали со ласерски влакна од затворен тип IPG 4KW
- Калап за машина за свиткување на кинеската прес сопирачка
- Колку видови на хидраулична сопирачка за преса