Поради големиот товар, несоодветното подмачкување на подвижните делови и комплицираното работно опкружување на машината за свиткување на сопирачката со преса, многу е лесно да се предизвикаат абење или напрегање на подвижните делови. Оваа статија ќе ги анализира вообичаените механички дефекти и одржувањето на машините за виткање со хидраулична преса:
Грешка 1. Долго време на пауза за точката за промена на брзината на лизгачот
1-1. Горната празнина на цилиндерот вшмукува воздух, а притисокот се зголемува долго време (цевководот со самовшмукување протекува).
1-2. Стапката на проток на вентилот за полнење или самовшмукувачкиот цевковод е мала, или брзината на лизгање е пребрза, што предизвикува вшмукување со игла.
1-3. Вентилот за полнење не е целосно затворен, а притисокот во горната празнина се забавува.
1-4. Откако ќе се вклучи вентилот за забавување, затворете го вентилот за полнење и горната празнина не може да цица масло.
1-5. Погрешната положба на пропорционалниот вентил доведува до различни отвори и надвор од синхронизација.
1-6. Намалете ја брзината на брзо спуштање за да видите дали тестот запира.
1-7. Големината на притисокот за брзо спуштање има ефект врз затворањето на вентилот за полнење, а притисокот брзо надолу се елиминира.
1-8. Прилагодете ги параметрите на притисокот во фазата на одложување пред да започнете со работа.
1-9. Дупката за придушување на контролната линија на вентилот за полнење е премногу мала, што формира разлика во притисокот.
1-10. Параметри на системот CNC (одложување пред забавување).
1-11. Параметри на системот CNC (параметарот на засилување се намалува со помала брзина).
1-12. Проверете дали нивото на маслото во резервоарот за гориво е премногу ниско, отворот за полнење не е поплавен и горната празнина на цилиндерот е исполнета со течност при брзото пренасочување, што предизвикува недоволно полнење. Од горенаведените причини, додадете масло од резервоарот на повеќе од 5 mm над отворот за полнење, така што дупката за полнење е целосно поплавена.
1-13. Проверете дали вентилот за полнење е целосно отворен. Ако тоа е поради контаминација на маслото, јадрото на вентилот на вентилот за полнење не е флексибилно и заглавено, што предизвикува недоволно полнење. Треба да го исчистите вентилот за полнење и повторно да го инсталирате за да ја направите макарата флексибилна.
1-14. Проверете дали брзината на брзото напредување е пребрза, што предизвикува недоволно полнење. Од горенаведените причини, брзото напредување може да се намали со менување на параметрите на системот.

Грешка 2. Кога лизгачот работи, насоката надолу не е вертикална и ненормална бучава.
Овој тип на дефект се должи на долго време на употреба на водилката шина, ненормално подмачкување на водичката шина и зголемен клиренс поради абење. Потребно е да се провери степенот на абење на притисочната плоча на водечката шина и повторно да се прилагоди за да го исполни потребното растојание. Одредете дали да ја замените плочата за притискање на водечката шина според степенот на абење. Ако вирусот е тежок, треба да се замени.
2.1. Оригиналната плоча за притисок е залепена со пластика. Обрнете внимание на тврдоста на залепената пластика и на површината за залепување на шината за водење. По стругањето, проверете дали површината за залепување е над 85% и отворете цик-цак резервоар за масло за подмачкување.
2.2. Внатре во оригиналната плоча за притискање има метален затворач. За да изберете лимена бронзена плоча или нодуларно железо, површината за поврзување се обработува со мелница, завртката за поврзување е пониска од површината за поврзување и се отвора жлебот за масло за подмачкување со цик-цак.
Дефект 3. Големината на задниот мерач е неконзистентна на двата краја
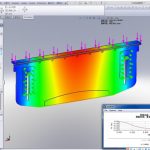
Грешката на двата краја е мала, во рок од 2 мм. Проверете за да потврдите дека структурата на механичкиот менувач X1/X2 нема дефекти. Грешката може да се отстрани со прилагодување на прстот. Ако нема дефект во механичката структура на менувачот (како што се лежишта, топчести завртки, линеарни шини, преносни тркала, преносни ремени итн.), отстранете ја дефектот. Повторно прилагодете го во рамките на толеранцијата на паралелизам и повторно инсталирајте го уредот за синхрони пренос.
Дефект 4. Нема движење на вратилото на задниот менувач на двата краја
Причината за неуспехот на преносот на вратилото на задниот мерач може да биде тоа што вратилото на менувачот е одвоено од тркалото на ременот за мерење на времето, клучот или ременот за мерење се излизга. Возачот на вратилото и серво моторот се неисправни, а горниот компјутерски контролен систем е неисправен. Ваквите дефекти треба да ја проверат и потврдат причината за дефектот, да ги поправат или заменат неуспешните компоненти и да го елиминираат дефектот.

Дефект 5. Преголем шум на пумпата за масло (пребрзо загревање), оштетување на пумпата за масло
5-1. Истекува линијата за вшмукување на пумпата за масло или нивото на течноста во резервоарот за масло е премногу ниско, што предизвикува празнење на пумпата за масло.
5-2. Температурата на маслото е прениска, а вискозноста на маслото е превисок, што резултира со висока отпорност на апсорпција на маслото.
5-3. Филтерот за масло за вшмукување е затнат и маслото е валкано.
5-4. Пумпата е оштетена (повредена кога пумпата е инсталирана) од секое чукање.
5-5. Проблемите со инсталацијата на спојката, како што се прекумерното аксијално затегнување, вратилото на моторот и вратилото на пумпата за масло не се концентрични.
5-6. Откако ќе се инсталира пумпата, таа долго време се враќа наназад или не се полни гориво за време на машината за тестирање.
5-7. Излезниот филтер за масло под висок притисок е блокиран или брзината на проток не е до стандардот.
5-8. Пумпата за масло цица (има масло, но има воздух на отворот за вшмукување на пумпата за масло).
5-9. Ако се работи за пумпа со клип, висината на линијата на приклучокот за враќање на маслото може да биде прениска поставена.
5-10. Ако се работи за пумпа за масло од HOEBIGER, може да се издува.
5-11. Температурата на маслото е превисока, што предизвикува намалување на вискозноста (во рок од 60°C).
5-12. Хидрауличкото масло содржи вода, што може да предизвика блокирање и оштетување на елементот за филтер под висок притисок.

Дефект 6. Нема забавување на движењето на лизгачот
6-1. Дали електромагнетниот пропорционален насочен вентил има електричен сигнал или дали макарата има некакво дејство или е заглавена.
6-2. Системот не може да создаде притисок.
6-3. Вентилот за полнење е заглавен или тече прстенот за заптивање на вентилот за полнење.
6-4. Без разлика дали бавниот вентил има електричен сигнал или е заглавен.
6-5. Задниот притисок е превисок или го забавува притисокот е премногу низок.

Дефект 7. Кога лизгачот се движи бавно, вибрира, се лула и прави бучава
7-1. Маслото под притисок што се испушта од цилиндерот содржи воздушни меури.
7-2. Силата на триење на лизгачката шина е преголема, без разлика дали има масло за подмачкување.
7-3. Јазот помеѓу површината за монтирање на водечката плоча е голем или горниот и долниот дел се нерамни.
7-4. Нивото на решетката и работната маса не се прилагодени правилно.
7-5. Балансниот вентил е блокиран.
7-6. Проверете дали вентилот за брзо ослободување е под напон и отворен.
7-7. Параметарот на системот за нумеричка контрола (добивка) или поставката за брзина на доводот за работа е преголема.
7-8. Вентилот за повратен притисок е лабав, а отпорот од двете страни е различен.
7-9. Дали намотката на електромагнетниот пропорционален вентил е пристрасна и дали сигналот за неутрална положба на пропорционалниот вентил е точен.
7-10. Без разлика дали сигналот на пропорционалниот серво вентил е нарушен, методот на проверка е ист како погоре.
7-11. Клипната шипка е цврсто заклучена со прстенот за заптивање на цилиндарот со масло, а отпорот е голем (променете го тестот за тврд заптивен прстен од тефлонски).
7-12. Сферичната мијалник на линијарот за решетката не е поставена, лизгачкото седиште не се движи непречено и има проблем со линијата за комуникација на решетката.
7-13. Кривата на притисок е погрешна, притисокот не е доволен за време на работата.
7-14. О-прстенот за заптивање под притисок на вентилот за полнење предизвикува мала количина на истекување.

Дефект 8. Големо отстапување на синхронизацијата при забавување
8-1. Дефект на синхрониот систем за откривање (скала на решетка).
8-2. Пропорционален насочен вентил.
8-3. Истекување на брз долен вентил.
8-4. Големиот јаз во задниот притисок на двете страни.
8-5. Температурата на маслото е премногу ниска.
8-6. Низа за масло во горните и долните комори на цилиндерот.
8-7. Параметри на системот CNC.


Дефект 9. Грешка во аголот на свиткување
9-1. Проверете дали отклонувањето на компензацијата на цилиндерот за компензација е големо и нултата положба не може целосно да се врати.
9-2. Проверете дали брзото стегач е лабаво.
9-3. Проверете дали има некаква промена во долната мртва точка на секое свиткување.
9-4. Проверете дали плочата во облик на лак е правилно поставена и дали дупката за завртката е мртва.
9-5. Промени во самиот лист (дебелина, материјал, стрес).
9-6. Дали владетелот на решетката е лабав?
9-7. Неточна точност на позиционирање: Дали е соодветна нултата вредност на поместувањето на пропорционалниот вентил? Позиционирањето не може да го достигне долниот мртов центар, што го оневозможува враќањето.

Дефект 10. Пукна истекување масло во хидрауличните водови или цевките
10-1. Проверете дали инсталацијата на цевката за масло ги исполнува барањата (продолжена должина, дијаметар на цевката, дебелина на ѕидот, обрач, навртката е премногу затегната, премногу лабава, радиус на свиткување итн.).
10-2. Дали цевката има удар или вибрации.
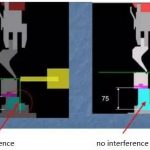
10-3. Проверете дали гасоводот пречи или се судира со други.
10-4. Цевководот не е фиксиран со стеги за цевки.
Дефект 11. Мерки на претпазливост при инсталирање и одржување на хидрауличниот систем
11-1. Вентилите запечатени со боја не треба сами да се расклопуваат, а камоли да се прилагодат.
11-2. Вентилот работи нормално по чистењето, мора да се замени со ново масло и веднаш да се исчисти резервоарот за масло.
11-3. Пумпата за масло не треба да биде подложена на никакви удари или удари за време на инсталацијата, а пумпата за масло мора да се наполни со гориво пред да се тестира.
11-4. При инсталирање на секој вентил, може да се транспортира само неговото тело на вентилот и не треба да се допира електромагнетниот вентил.
Поврзани производи
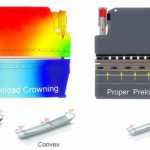
 Зошто да додадете систем за компензација на машината за свиткување со сопирачки со притискање
Зошто да додадете систем за компензација на машината за свиткување со сопирачки со притискање- Како да ракувате со машината за стрижење гилотина
- 6 совети за ласерски антифриз
- Вообичаени дефекти и методи за отстранување проблеми на хидраулична преса со четири колони 100t
- Колку видови на хидраулична сопирачка за преса
- Принцип на работа и состав на машината за свиткување со сопирачка со преса со CNC
- Вообичаени дефекти и метод за решавање проблеми за хидраулична преса со четири колони
- Правила за безбедно работење на машината за преса со хидраулична моќност
- Како да се направи компензација за отклонување за CNC лим Бендер
- Од што се направени копчињата за притискање на сопирачките? Што е алатка за притискање на сопирачките?