Конвенционална низа на свиткување
1. Првата кратка страна и прво долгата страна: Општо земено, кога сите четири страни се свиткани, преклопувањето на кратката страна прво, а потоа долгата страна е корисно за обработката на работното парче и склопувањето на калапот за виткање.
2. Прво периферно, а потоа средно: Во нормални околности, обично започнува од периферијата на работното парче и се преклопува кон центарот на работното парче.
3. Прво делумно, а потоа цели: Ако има некои структури внатре или надвор од работното парче што се разликуваат од другите структури за свиткување, генерално овие структури прво се свиткуваат, а потоа другите делови.
4. Размислете за ситуацијата со пречки и разумно распоредете ја низата на свиткување: низата на свиткување не е статична, а низата на обработка треба да се прилагоди соодветно според обликот на свиткување или пречките на работното парче.

Спецификација за секојдневна употреба на мувла за машина за виткање
1. Вклучете го напојувањето на машината за свиткување на сопирачката за притискање, свртете го прекинувачот со клучеви, притиснете ја пумпата за масло за да започне, пумпата за масло на машината за свиткување почнува да ротира, а машината сè уште не започнала да работи.
2. Приспособувањето на ударот бара пробно работење кога формата на машината за виткање е официјално стартувана. Кога горната матрица на машината за виткање се спушта на дното, мора да има празнина во дебелината на плочата. Во спротивно ќе предизвика оштетување на калапот и машината. Прилагодувањето на ударот има и електрично брзо прилагодување и рачно фино прилагодување.
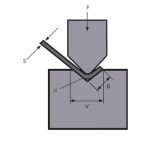
3. За изборот на засекот на калапот на машината за виткање, генерално се избира засек од 8 пати поголема од ширината на дебелината на плочата. Ако свиткате лист од 4 мм, треба да изберете слот од околу 32.

4. Проверете го преклопувањето и цврстината на горните и долните калапи на машината за виткање; проверете дали уредите за позиционирање ги исполнуваат барањата за обработка. Често проверувајте го преклопувањето на горните и долните калапи; дали упатствата на манометарот ги исполнуваат прописите.
5. Кога листот е свиткан, мора да се набие за да се спречи лимот да се подигне и да му наштети на операторот при виткање.
6. Напојувањето мора да се прекине при прилагодување на лимната матрица и работата треба да се прекине.
7. При менување на отворот на долната матрица на машината за променливо свиткување, не е дозволено да дојде до контакт на материјал со долната матрица.
8. Забрането е да се користат матрици за свиткување за свиткување на предебели железни плочи или зацврстени челични плочи, висококвалитетни легирани челици, квадратни челици и лимови што ги надминуваат перформансите на машината за виткање лим за да се избегне оштетување на машинската алатка .
9. Исклучете ја машината за виткање и ставете дрвени блокови на долните калапи под цилиндрите од двете страни за да ја спуштите горната лизгачка плоча на дрвените блокови. Прво излезете од програмата на контролниот систем, а потоа исклучете го напојувањето.

Поврзани производи
 Правила за безбедно работење на машината за преса со хидраулична моќност
Правила за безбедно работење на машината за преса со хидраулична моќност- Како да се избере соодветната машина за свиткување со кочница со притискање
- Користете вештини на CNC машина за виткање
- WILA Ефикасно решение за виткање средни и дебели плочи
- Како да се избере тонажата на машината за сопирачки со хидраулична преса
- Вообичаени дефекти и метод за решавање проблеми за хидраулична преса со четири колони
- Поправка на вообичаени дефекти на хидрауличната машина за стрижење и одржување на системот за кола за масло
- Зошто да додадете систем за компензација на машината за свиткување со сопирачки со притискање
- Што е крунисување со притискање на сопирачките
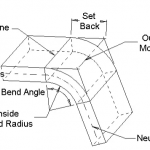
- Како да се пресмета додатокот за свиткување за вашата притисна кочница